
ݔ�ܵ��Ķ�©�����c������©���g(sh��)
���°l(f��)���ڣ�2023-09-08 ���ߣ�����Ϳ�� �g�[�Δ�(sh��)����

���°l(f��)���ڣ�2023-09-08 ���ߣ�����Ϳ�� �g�[�Δ�(sh��)����
�͚�ܵ��ڶ�©�S�����漼�g(sh��)������һ�µģ������P(gu��n)�Y�ϲ�ԃ(x��n)��Ҋ(ji��n)��ݔ�ܵ������ܵ������Թ������ܵ��z�y(c��)���ܵ����g�Ɖ��cȼ?x��)�ܵ�������ͬ���͚�й¶�IJ�֮ͬ̎�����͵��ܶȸߣ��֞�ɽ�^(q��)������ضΣ��ܵ����l(f��)��й©��ʹ��ȡ��(y��ng)����ʩ�����P(gu��n)�]�y�T(m��n)���ܵ�Ҳ����(hu��)�ܿ�й���_(d��)����(w��n)����B(t��i)���l(f��)���L(zh��ng)�r(sh��)�g�߉�������Ʒ�ĸ����^��Ŀǰ����(du��)�ڸ߉�й©����Ŀ���߀�������˹�����˹��ֶΣ��ɿ؉����ͣ����������Ⱦ�����U(ku��)�����Ӵ�����(z��i)���İl(f��)�����ʺ�Σ�U(xi��n)�̶ȣ������{�������ˆT��������ȫ�����wһЩ�������(l��i)��������:
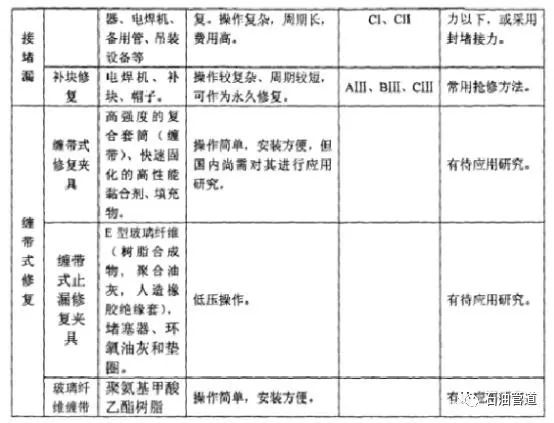
ݔ�ܵ����ö�©���g(sh��)һ�[��
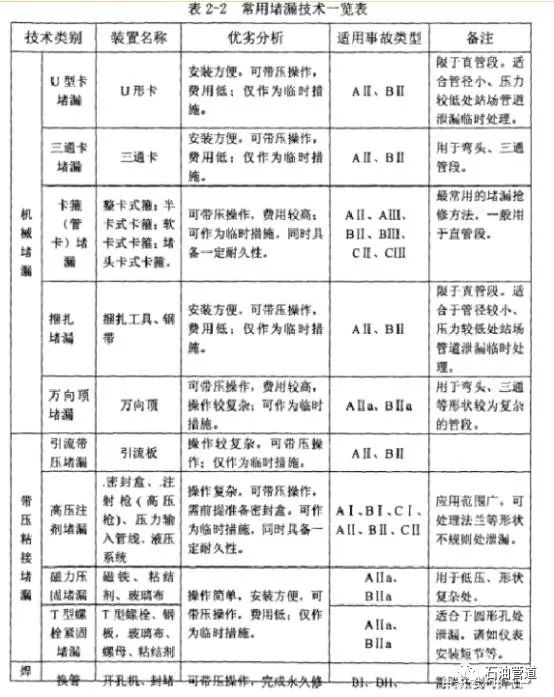
�Ɣ�ܵ��ē�����
�Ɣ�ܵ��ē����к��ӓ��ͷǺ��ӓ��ރɷN��ʽ�����ӓ����������Ե�.���������Ǻ��ӓ������R�r(sh��)�Եē��������Ɣ�ܵ��ē��ޑ�(y��ng)����(j��)�ܵ����\(y��n)�Зl���x����m�ē���ʽ������ܵ������Ҫ�ɵ������S�^�L(zh��ng)�r(sh��)�g��ͣݔ���t�����x�ӓ���ʽ������ܵ��\(y��n)ݔ��æ��ͣݔ����(hu��)����ش�(j��ng)��(j��)�pʧ��������(du��)������Ӱ��^�t��ò��÷Ǻ��ӓ���ʽ���Ǻ��ӓ��ޑ�(y��ng)����(j��)�ܵ��Ĺ��������x�ú��m�Ĺܽ��^���҃ɂ�(g��)�ܽ��^֮�g���x�ÿ��b�ܵ��B�ӡ�
ֻ�Ю�(d��ng)�Ɣ�Ĺܵ������ƿڵ�ԭ��o(w��)�����������r(sh��)�������M(j��n)�и�����I(y��);��t��������M(j��n)�з�����I(y��)����¸��x���ǰ�Ҫ���ӵĹܶ��c���w�ܵ��÷�������x����(l��i)����µķ����ܶ࣬���F�z�������S���������塢�S�͉��ȷ�¡���(du��)�����Aб�ĹܶΣ����Բ���ˮ�⡣�S�����͚���x�b���ږ|���͚�ܵ��Ą�(d��ng)��ʩ���͓����еõ��ˏV���đ�(y��ng)�ã���ȡ�������õ�Ч����
1��ݔ�ܵ����g�N�(l��i)�������k��
1.1ݔ�ܵ����g
ݔ�ܵ����g��Ҫ�ɻ��W(xu��)���g��늻��W(xu��)���g�����g�ķ�ֹ���¹ܵ��ĸ��g��Ҫ��늻��W(xu��)���g���sɢ������g������ĸ��g�ȡ�Ӱ푽��ٸ��g�����ذ������ٵı��Ժ������|(zh��)�ɂ�(g��)���档�ͽ��ٱ����(l��i)�f(shu��)������Խ���Խ�p��ʧȥ��Ӷ������g�������|(zh��)��(du��)���ٸ��g��Ӱ�Ҳ�ܴ�������ڳ���Ŀ՚��У����|���g�Ԛ��w��늽��|(zh��)��Һ�������ڸ��g��
1.2ݔ�ܵ��ķ���һ��������·���
1.2.1�ܵ����������
ݔ�ܵ��ձ��J(r��n)���Լt�����Է��P�ᡢ�t��������P��������ᡣ�@Щ����C���ܺã��c��F���渽������(qi��ng)��ʩ���F(xi��n)��(ch��ng)�����������ͬF(xi��n)�䣬Ҫ���պñ���:һ�㰴�����������:����56.6%������37. 8%�����⣬�����ͻ�ú��5. 6%���ң������{(di��o)�Ϳ�ɡ�������������Ϳˢ�ɱ����ᡣ��������кܶ�N����ʹ���^��Ğ��X���ᡣ�X������Ĥƽ������(ji��n)�g����������(qi��ng)�����н��ٹ�ɡ�ʩ���F(xi��n)��(ch��ng)���ƕr(sh��)������Ȟ�:�X��:���ͻ�����:�܄����͡�
1.2.2��عܵ��ķ����^��
2.2.1��(n��i)����������Ʒ�ĝ����Ȳ�ͬ����Ʒ���Ԛ���һЩ�s�|(zh��)��ˮ�֡����ǰ��Ҳ�ᵽ�^(gu��)����?y��n)��@Щ������Ĵ��ڣ��ܵ���(n��i)��Ҳ��(hu��)�γ�ԭ늳أ���ɸ��g���a(ch��n)�����PƬ����(y��n)��Ӱ���Ʒ�|(zh��)����-���(n��i)��������036���ͷ���Ϳ�ϡ�ԓͿ�ϻ��W(xu��)��(w��n)���Ժ�,�C(j��)е���ܸߣ�����Ⱦ��Ʒ��ʹ�÷��㡣ʩ����Ҫ��(du��)�ײ�̎�����Ç�����P���|(zh��)����(y��ng)�_(d��)����(gu��)��(bi��o)Sa2.5��(j��)�����ɵ�036-1���ᣬ��Ϳ?j��)ɵ?36һ2���ᡣ��Ҏ(gu��)����(y��n)�����Ϳ���ȡ�
2.2.2�������عܵ��ķ����^����- �������(j��);��(d��ng)���������<20Ω�r(sh��)�����ؼӏ�(qi��ng)�^��; 20Ω <��(d��ng)���������<50Ω�r(sh��)���üӏ�(qi��ng)�^��;��(d��ng)���������>50Ω������ͨ�^��;ʩ���а���(gu��)��(bi��o)���P�����íh(hu��n)��ú�r��Ͳ����z���M(j��n)�з����^�����������ԣ��ͼ�(x��)�����g�Ժ̓�(y��u)���Ŀ�ꎘO���x��,�m���ڸ��N�h(hu��n)����
��عܵ���늻��W(xu��)���o(h��)��������Ϳ�Ϸ������o(h��)��,߀������Ϡ����(y��ng)�O���o(h��)����늻��W(xu��)���g�У������λ�ߵĞ�ꎘO���λ�͵Ğ��(y��ng)�O������ĸ��λ�����λ�����λ����ʧȥ��Ӷ����������a(ch��n)�����g�����ҳ�����һЩ�� �ٵ��λ�ȹܵ��ͣ��@Щ�λ�^�͵Ľ���ʧȥ��Ӷ������g�����o(h��)����عܵ�,�@�N�����Р����(y��ng)�O���o(h��)��һ����� �V�(y��ng)�O���\�(y��ng)�O�����w��������<����|(zh��)�ܵ������(y��ng)�OꎘO���o(h��)�O(sh��)Ӌ(j��)Ҏ(gu��)������(zh��)�С�
2��ݔ�ܵ��Ķ�©����
2.1��(d��ng)�B(t��i)�ܷ⼼�g(sh��)
�ܡ�ð���Ρ�©�����{ݔ��(��)��ȫ���a(ch��n)�Ĵ��S���¹ʵĵ�������й©;����(d��ng)�B(t��i)�ܷ⼼�g(sh��)���Ǟ��˽��E���a(ch��n)�е��ܡ�ð���Ρ�©��
1���͎�(k��)�DŽ�(d��ng)���^(q��)�M(j��n)�к��ӵȹ�����ʮ��Σ�U(xi��n)�ģ����������¹ʵ��[��������ճ�ӄ�����Ҫճ�ӵIJ�λճ����һ�𣬶�����ȫ�_(d��)����������Ҫ�ď�(qi��ng)�ȡ�
2����ݔ�ͱ�վ�Լ�ݔ�≺�sվ��(n��i)��(du��)��ijЩ��λ���y�T(m��n)���ܡ�ð���Ρ�©Ҳ���ԑ�(y��ng)���ܷ℩����c�ܷ⣬�������¹��[�������C���I(y��)��ȫ�����L(zh��ng)�y�T(m��n)���O(sh��)���ʹ�É�������(ji��)�s�_(k��i)֧��
3��ݔ��(��)�ý�(j��ng)�^(gu��)�L(zh��ng)˹�\(y��n)�У����в�ͬ�̶ȵĸ��g�cĥ�p;����Ӱ��˱�Ч�İl(f��)�]�����ҿs�̱õ�ʹ�É��������ý�����ĥ���a(b��)����(du��)���w�����~�M(j��n)���ޏ�(f��)�ɘO������L(zh��ng)�õ�ʹ�É�����
4�����ڹܵ���˾��ݠ�ܾ�(xi��n)���L(zh��ng)�ڷ��ۣ����ֹܾ�(xi��n)�IJ��ֹܶη����^���Ӈ�(y��n)���ӻ��������ؾ���(xi��n)���ֹܶι��w���g��e�ֲ����g��(y��n)�أ��еĹܶ�1km�a(b��)��װ�̎���c(di��n)����ǧ̎����(du��)��Ƭ��g��λ�����ڸ��g��λ�������w�����p�������o(w��)���M(j��n)���a(b��)�������ڲ��Q�ܕr(sh��)��Ψһ�k����������ճ�ӄ��a(b��)�塣��(du��)������r���ý���ճ�ӄ��M(j��n)��̎����ȫ���_(d��)�����a(ch��n)Ҫ���ҿ�̎�����ӟo(w��)����ɵIJ�λ��
5����(du��)��ݔ��(��)�ܵ��ɾ�(xi��n)�ĸ��g����й©�����Ը���(j��)��(sh��)�H��r����ϵ�y(t��ng)ݔ�͉����M(j��n)�Ў��͡������ܷ⡣
2.2�y�Խ�Q��(w��n)�}
ݔ��(��)�ܵ��ɾ�(xi��n)���ڳ���ݔ�͡���ƽ��(w��n)��������ܵ������|(zh��)�����Ì����𱬹��¹ʵİl(f��)��.���Ä�(d��ng)�B(t��i)�ܷ⼼�g(sh��)��(du��)�@һ�¹ʵ�̎�������ஔ(d��ng)?sh��)��y�ȡ����ȣ��҇�(gu��)������͚�䓹ܴ������������p�ܣ�����(gu��)������ֱ���^�ܣ���(d��ng)�����غ��p�l(f��)���^��(y��n)�ؕr(sh��)�����Ä�(d��ng)�B(t��i)�ܷ⼼�g(sh��)��(l��i)��©δ������õķ���;��Σ�����ݔ��(��)�ɾ�(xi��n)�����ܸߡ�Ұ��F(xi��n)��(ch��ng)ʩ���l�����ӣ�ʹ���ܷ℩�ڹ̻�֮ǰ���ճ���ڹܵ���w�Ͼ����ஔ(d��ng)?sh��)��y�ȣ��@��Ҫ��Ҫ�c-һ���ęC(j��)еʩ���C(j��)�ߺ�ˇ����ϡ�
2.3��(gu��)���(d��ng)�B(t��i)�ܷ⼼�g(sh��)
�������й��I(y��)��(sh��)�Ãr(ji��)ֵ��(d��ng)�B(t��i)�ܷ⼼�g(sh��)��20���o(j��)����(w��n)�����M(j��n)�뎛���ĩ�� ������ʹ����V������(sh��)�Ãr(ji��)ֵ�������ע��ʽ�����ܷ⼼�g(sh��)����Ӣ��(gu��)������ע��ʽ�����ܷ⼼�g(sh��)�ڄ�(d��ng)�B(t��i)�l����̎����й©�c(di��n),����16%��10Mpa���ϵĸ߉�ϵ�y(t��ng)��
2.4��(gu��)��(n��i)��(d��ng)�B(t��i)�ܷ⼼�g(sh��)
1.��(d��ng)��(Ҳ�Q(ch��ng)���������ܷ⼼�g(sh��))��Ҳ�Q(ch��ng)픉������g(sh��)��
(1)���ӷ����@��ᘌ�(du��)���ٲ����ϳ��F(xi��n)�Ѻ۶����õ�һ�N�a(b��)��������
(2)�������ӷ�����(y��ng)��ǰ����й©�F(xi��n)��(ch��ng)��횾߂��(d��ng)����țQ�l����
2.ճ�Y(ji��)����(����ճ�Y(ji��)���g(sh��))
(1)����ճ�ӷ�һһ�����o����͉�й©֮��Ą�(d��ng)�B(t��i)�ܷ�;
(2)픉�ճ�ӷ�һһ�����������C(j��)��(g��u)(픉�����)��Ȼ���ܷ�ճ��;
(3)�o��ճ�ӷ�һһ-����ij�N���ƿ������a(ch��n)������й©���|(zh��)�����ľo����.��ʹй©ֹͣ������ճ�ӄ��M(j��n)�����a(b��)�ӹ�;
(4)����ճ�ӷ�һ-��������������й©��λ��й©���|(zh��)ͨ�^(gu��)������ͨ���������I(y��)�^(q��)������ճ�ӄ����������̶��ڹܾ�(xi��n)��,����̻����P(gu��n)�]�������ϵ��y�T(m��n)�������_(d��)��ֹ©��Ŀ��;
(5)�������̷�-һ���ô���ֹ©������ճ��ֹ©��
(6)T����˨��һһ�����ݙz�Ĉ�(ji��n)�����c�ܷ��z����_(d��)��ֹ©��

3.������©���g(sh��)
Ŀǰ���ڼ��g(sh��)�Ͽ���̎��ض���-195~800�桢���������~32MPa�� ���ڎ�犃�(n��i)��ͣ܇(ch��)�������������������m��ֱ�ܡ���ͨ�����^�Ȳ�λ��й©��
�����ܷ��z�c���ӄ����似�g(sh��)�ɏV����(y��ng)����ݔ��(��)��I(y��)���a(ch��n)�С�ʯ�͡���Ȼ�⡢��Ʒ�ܵ��ڲ��Д�ݔ�����w���|(zh��)�ėl���£���(du��)���g�Ŀ����Ѽy���B�ӷ��m���ݼy�ܽ��^����Ͳ���^���y�T(m��n)�ܷ��c(di��n)�����pȱ�ݵȳ��F(xi��n)��й©��Ѹ����Ч�����,����ע��ʽ�����ܷ⼼�g(sh��)��(du��).������λ��й©�����ڄ�(d��ng)�B(t��i)�l�����M(j��n)�����I(y��)�������ܷ����������һ��(g��)�z������;��ˣ��_(k��i)�l(f��)���m�ϴ�ڏ�ݔ��(��)�ɾ�(xi��n)ʹ�õĵ͜طǟ���ͣ����Ҍ�(du��)й©��λ����o(w��)������̎�����ܷ�ע�G�DZ�Ҫ�ģ�Ҳ�����еġ�
��(du��)���L(zh��ng)���xݔ��(��)�ɾ�(xi��n)�ı��ܣ����w���p���w�_(k��i)�ѵȬF(xi��n)�����ڹ��wֱ���^�����ܸߣ�Ұ��ʩ���l�����ӣ���(sh��)ʩ��(d��ng)�B(t��i)�ܷ�����ஔ(d��ng)?sh��)��y��;���ǣ��S����ڏ��ܵ��ܷ�C(j��)�ߺ��ܷˇ�ĸ��M(j��n)�c�l(f��)չ,��(du��)������(w��n)�}�Ľ��E���п��ܵġ�
���σ�(n��i)��ժ�ԡ������ܷ⡢��©���g(sh��)��ݔ��(��)���a(ch��n)�еđ�(y��ng)�á���ʯ�ܵ��Ƽ����Ĺ�ˇ��
3��ݔ�ܵ�������©���g(sh��)
���͏S(ch��ng)(li��n)��վ����վݔ�ܵ��Ĺ���������0.4~1. 0MPa֮�g��һ�����F(xi��n)й¶���������ֹͣ���a(ch��n)���ſա��_ϴ�ܵ����M�����Q���a(b��)����ԇ������?q��)��p�IJ�λ�ޏ�(f��)����(hu��)���ޏ�(f��)�����L(zh��ng)��Ӱ����a(ch��n)�΄�(w��)�����½�B�N�����a(ch��n)�г����õđ�(y��ng)�����Ӷ�©����
3.1Һ�B(t��i)���|(zh��)й©����ּ�(j��)Һ�B(t��i)���|(zh��)й©һ��� ���Ă�(g��)�ȼ�(j��)��
3.1.1�B��
һ�N�p��й©�����������@�Ľ��|(zh��)�B©���E����ˮһ�ӡ��������E����犺��������@�ĝB©���E��
3.1.2��©
���|(zh��)�B©��ˮ�����������»���¡�
3.1.3��©
���|(zh��)й©�^�أ����B�m(x��)ˮ���������ʡ�
3.1.4����
���|(zh��)й©��(y��n)��,���|(zh��)����ć�ӿ���ܵ��н��|(zh��)��й©�̶��c�����y�ȳ����ȣ��ܵ���(n��i)�͡��⡢ˮ��Ͻ��|(zh��)����Խ�_ˢ��Ҳ��Խ�����Һ�B(t��i)�����۳�Ҳ�����ױ��Ɖģ��Ķ������y�ȡ�
3.2����(j��)й©�c(di��n)���ܹ�赺̶��x����m�Ĺ�ˇ����(sh��)
��䓽zˢ����й©̎���࣬�C������������N�p�Ó�й©�c(di��n)���ܵĹܱڣ�����(j��)�������̶Ⱥ�����(d��ng)���ָБ{��(j��ng)�(y��n)�Д�ܱڵĺֲ���ף������(j��)�Д�ĽY(ji��)���ͽ��|(zh��)��й©��r�_����ȡ��ͬ�ĺ��a(b��)��ʩ��
���ڹܵ�����ˮ��ݔ���a(b��)���r(sh��)��һ�ӣ��ڶ���-���x�Ì�(du��)���ﲻ���е����ԽY(ji��)422���l���������w���x��E5015���l���ɱ�������Ѽy���γɡ����lֱ����2.5mm��3. 2mm��ʩ����һ�ӕr(sh��)���Ü绡����ÿ��(g��)���c(di��n)�����^(gu��)�L(zh��ng)������Ҫ�\һ���ں��2/5~3/5������һ��(g��)���c(di��n)��s���ٺ���һ��(g��)���c(di��n)��������^(gu��)���ן�������һ����ɺ�����������ڴ_�J(r��n)�o(w��)й©��������ڶ��ӡ������ӡ�����m��(d��ng)��һЩ���ɔ���B�����������Ч�ʡ�����Ҫע�Ᵽ���۳صĜضȣ������^(gu��)�ߡ�
3.3�a(b��)������
3.3. 1ֱ�Ӻ��a(b��)ֹ©
�m���c��ԭ���p��ܱڸ��g����(y��n)�أ������^��ֻ������ɰ�ۡ���ס��A������ɵ�ֱ����1~10mm֮�g���c(di��n)��B©���䷽���ǣ��ñ�������30%~40%����������ٵ��ڝB©̎�c(di��n)��,���ӕr(sh��)�\(y��n)���^��ˇ����(sh��)(����E4303,ֱ��3.2mm���l�����������140A����)���绡�l��Ҫ�졢��(w��n)����(zh��n)���Է��ܾ�(xi��n)��(n��i)�ĉ�����늻��ğ�.�����_�������ßጢ���c(di��n)�T�ϣ�����a(b��)©��
3.3.2����ֹ©�c�ܷ��z����¶�©
����(j��)������e��С���Π�ÈA�܇(ch��)����һ���F�ȵ��F���ӣ������Nֱ�Ӱ��F�������M(j��n)����̎���Ҿo���F�����c�ܾ�(xi��n)����̎�B���溸�������ӕr(sh��)���x���^С�Ĺ�ˇ����(sh��)����E4303���l��2. 5mm���������60~90A�����Ü绡��,����Ҫ�\������һ��(g��)���c(di��n)ʧȥ�tɫ�r(sh��)���ٺ�����һ��(g��)���c(di��n)���Դ��(l��i)�ƣ�ֱ���Ѵ����c(di��n)�F����ȫ�������ֹ������������������ӵڶ��ӡ�������..��������������^(gu��)�������������̎����ɉ����_�����������۳���ͣ���r(sh��)�g�^(gu��)�L(zh��ng)���l(f��)�F(xi��n)�۳ض��^(gu��)�ߣ������绡�����۳ضȽ���(l��i)�Ժ����M(j��n)�к��ӣ�ֱ�����á��ܷ��z�����Ҳ��ʧ��ܺõĶ�©����,���ܷ��z����ɈF(tu��n),�������B©�Ŀն���,Ȼ�������������,��(l��i)��ѭ�h(hu��n)��(sh��)��,���B©̎����,�����ܷ��z�����ߜز��ϣ��ں������������õ�ֹ©Ч����
3.3. 3�Ӻ���ñ���z�·�
����(j��)й©�Ĵ�С�x��(d��ng)����300mm ��(n��i)���Բ�����ĸ��˨�a(b��)©����(d��ng)����300~600mm�r(sh��)��횲��ýz���a(b��)©���a(b��)���r(sh��)���������N����һ���F�ȵ�ľШ������B©̎���ڸ���(j��)й©��������e�Ĵ�С�x����m����˨����ĸ���ǽz�¡�����ĸ��z�ºܱ���ȫ���ú������m������ˮ�֝��ʯ���K��Ȼ��Q�o��˨����^������ٌ��亸��һ��©������ȫ������
3.3.4�a(b��)��䓰��©��
�m����һ�c(di��n)����c(di��n)�ʷ�C���ҹܱ����ܹܱڸ��g��(y��n)�ء����g��e�^����a(b��)�����a(b��)���r(sh��)������ľШ�ӻ�ʯ���K������(g��)�B©̎������Ȼ����䏗l�o�N�ܱ��p�p��䏵�ľШ�ӵĶ��ಿ�֡�����(j��)�Ѵ_���ĸ��g��e���Π��x���Դ��c(di��n)�ĺܱڻ�����һ�µ�䓰壬䓰�����5~8mm֮�g���o�N�ܱ��M(j��n)���c(di��n)���̶��������������µĜ绡���c(di��n)�����a(b��)�����c(di��n)��̎���ӡ��eҪע����ƺ�늻����ܱ�Խ����늻�ƫ���a(b��)��䓰�ĽǶ�Խ��ͬ�r(sh��)ҲҪע�ⲻШ�������ں����^(gu��)���Мض��^(gu��)�߶����p����й©�����ں���һ�κ�ͣ��(l��i)������s�����M(j��n)��ʩ����
3.3.5���������b�ö�©
�m���ڸ��g��(y��n)�ء��ܱ��^������e�^��̎�B©�ҟo(w��)����ľШ��ʯ���K��ȫ������й©���a(b��)����
3.5.1�y�T(m��n)��©��:�a(b��)���r(sh��)���Ĵ�С�ܱ����ܵĸ��g��r�x��һ��һ��ֱ�����L(zh��ng)�ȼs��200mm�Ĺ��ӣ�����һ�˺���һ��(g��)�����y�T(m��n)(���_(k��i))���y�T(m��n)�����B���x��ܛ������ʩ���c(di��n)10m���⡣���ӵ���-�˼ӹ���һ���Ļ��Ⱥ�����й©̎��δ��ȫ���������������͡�ˮ���y�T(m��n)�ų�����(c��)��ʩ�������ú�ж������ܛ��,�P(gu��n)�]�y�T(m��n)���ɡ�
3.5.2���Ӷ�©��:����(j��)й©�Ĵ�С��ǰ�ӹ����������ӣ��������Ϻ��ù�(ji��)��������й�ף��������Ӻ�Q�϶��^���ɡ����m����й©��e���ѿp����ɢ�M�������g��(y��n)�صĴ���̎�Ķ�©��
3.3.6����˨���w��©
����(j��)й©ȱ�ݵĴ�С����2~6����˨���������c���w��ֱ��Ȼ������һ�K�m�ϵĉ��w��Ƕ���ܷ�|Ƭ�����ϻ�Ϳ.���ܷ��z���ڌ����w������˨�ϣ�����ĸ����?q��)��Q(ch��ng)�Q�o���w��ֱ��ֹ©��ֹ��
3.4��ȫ��ʩ
�٬F(xi��n)��(ch��ng)Ҫ�����Ƶ�������ʩ�ѬF(xi��n)��(ch��ng)����������Ƀ������⺸�ӕr(sh��)�l(f��)�����(z��i);
�ڬF(xi��n)��(ch��ng)���8KG�ɷۜ��C(j��)2�_(t��i);
��늺�����횴����Äڱ�����Ҫ�r(sh��)���Ϸ��������M(j��n)�в���;
�ܲ����ӵĴ�С�����xͨ��Ҫ���ϲ����ˆT����������Ҫ�l(f��)������r(sh��)
���ڳ��x;
�ݺ��������r(sh��)��Ҫ���_(k��i)����̎�ć��������l(f��)����������C��������;
����(j��)���P(gu��n)Ҏ(gu��)�������P(gu��n)��ȫ�O(ji��n)�o(h��)�˱�횵��F(xi��n)��(ch��ng)�O(ji��n)�o(h��)��



