在環氧富鋅底漆+丙烯酸聚氨酯面漆體系的應用中
文章發布于:2021-09-07 作者:昂威涂料 瀏覽次數:次

文章發布于:2021-09-07 作者:昂威涂料 瀏覽次數:次
摘要:考察了靜電噴涂粉末涂層的厚度與其耐蝕性的關系。結果表明,僅采用120~140μm的丙烯酸聚氨酯粉末面漆時,涂層的耐鹽霧腐蝕能力與按一般防腐要求噴涂的溶劑型涂料體系的性能相當。
當環氧富鋅粉末底漆膜厚為40~60μm,總厚度控制在100~180μm時,底+面粉末涂層體系的耐鹽霧腐蝕能力與按重防腐要求噴涂的溶劑型涂料體系的性能相當。
前言隨著社會的進步和人們環保意識的提高,溶劑型涂料的危害性逐漸深入人心。為保護人類賴以生存的環境,許多國家對溶劑型涂料的限制越來越嚴格。
粉末靜電噴涂涂料以空氣為分散介質,不含溶劑,固含量100%,屬于環境友好型涂料,其生產、施工、貯存和運輸都比傳統溶劑型涂料方便、經濟和安全,可實現自動化生產,且涂層具有優良的防腐性能和裝飾功能。
科技工作者對粉末靜電噴涂技術的研究較多,有關粉末涂料充當膩子,控制涂層缺陷的辦法,粉末噴涂參數等方面均有報道。
研究表明,粉末靜電噴涂涂層的厚度對其耐腐蝕性能與外觀有直接影響,但是結合生產實際,在以磷化作為前處理的情況下,有關靜電噴涂涂層的厚度與其耐腐蝕性能及外觀質量的關系的報道并不多見。
本文選取環氧和丙烯酸聚氨酯靜電噴涂粉末與同類型的溶劑型涂料──環氧樹脂底漆+丙烯酸聚氨酯面漆。
在經過磷化處理的碳鋼上分別進行粉末靜電噴涂與溶劑型涂料涂裝,對兩種涂層體系的性能進行了比較,為靜電噴涂涂層體系替代溶劑型涂層體系提供參考。
1.1 材料
環氧富鋅粉末:無結塊,呈均勻的紅色,粒度15μm,密度1.5g/cm3,可室溫貯存1年,固化溫度(180±5)°C,固化時間10~20min。
丙烯酸聚氨酯粉末:無結塊,呈均勻的灰色,粒度15μm,密度1.4g/cm3,可室溫貯存1年,固化溫度180~200°C,干燥時間20~30min。
環氧樹脂底漆:紅色,細度15μm,密度1.6g/cm3,黏度19~21s(涂−4杯,后同),最高使用溫度180°C;23°C下表干時間≤30min,實干24h,完全固化需7d,可室溫貯存18個月。
丙烯酸聚氨酯面漆:灰色,細度15μm,密度1.2g/cm3,黏度19~21s,最高使用溫度140°C,23°C下表干≤2h,實干24h,完全固化需7d,可室溫貯存18個月。
1.2 試片的制備
基材為100mm×70mm×1mm的碳鋼,依次經除油、酸洗和中溫磷化的前處理,磷化膜厚約5μm。
1.2.1 粉末涂料體系
噴涂底漆和面漆的操作參數均為:電流15~20μA,噴涂速率約2.5m/min,噴槍與工件距離300mm,壓力約350kPa。
固化溫度控制在180~200°C為宜,嚴禁超過220°C或低于140°C;固化時間控制在10~20min之內,嚴禁超過25min或不足5min。
1.2.2 溶劑型涂料體系
噴涂底漆和面漆的操作參數均為:壓力0.3~0.4MPa,2道,90°C干燥40min。
1.3 試驗方案
不同的腐蝕環境對涂層的要求不同:采用溶劑型涂料時,在一般腐蝕環境(非化工、濕熱地區)中要求底漆厚度不低于40μm,面漆厚度不低于30μm,總厚度不低于70μm。
在重腐蝕環境(化工、濕熱、高氯)中,底漆厚度應不低于70μm,面漆厚度不低于40μm,總厚度不低于110μm。
采用粉末靜電噴涂時,在一般腐蝕環境中可以單獨采用粉末面漆,而在重腐蝕環境中需要采用底面復合涂層體系。
另外,零部件表面在磷化前處理過程中得到粗化,因此要求涂層具有一定的厚度才能完整覆蓋磷化層。
由于粉末靜電噴涂的特性,涂層過薄或過厚均會對其性能產生不利影響:過薄的涂層遮蓋率低,不僅影響其外觀質量,使色差增大,光澤降低,產生露底等缺陷,而且嚴重影響到它的耐蝕性和耐水性;
涂層過厚則表面易產生橘紋、針孔、縮孔等缺陷,不僅降低涂層的附著力,而且會增加涂料用量,相應地增加了生產成本。
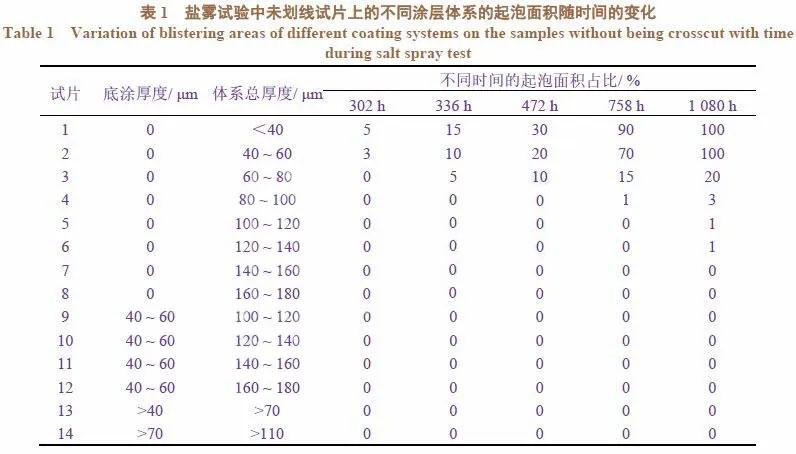
本文制備了如表1所列的14種膜厚的試片(部分按鹽霧試驗要求劃上交叉線)來考察涂層的性能,其中1−8為靜電噴涂粉末面漆,9−12為靜電噴涂粉末底漆+粉末面漆,13為一般溶劑型防腐涂裝,14為溶劑型重防腐涂裝。
2.1 涂層外觀
本次試驗中,當粉末靜電涂層的總厚度小于40μm時,其對磷化層的遮蔽不完全,部分露出灰色磷化層,顯然這是生產上所不希望的;當涂層總厚度大于40μm后就未發現磷化層有外漏。
但是當總厚度為120~160μm時,涂層的色差較大,光澤較低;增大到160~180μm后,涂層表面平整,沒有出現流掛、橘紋等缺陷。
據此,能完全遮蔽磷化層的粉末涂層的總厚度應大于40μm,要獲得平整且光澤高的涂層,總厚度則應大于160μm。
2.2 耐蝕性
2.2.1 未劃線試片的腐蝕情況
由表1可見,溶劑型涂層試片均未發生起泡。當粉末涂層面漆的厚度小于60μm時,在剛開始考察(302h)時,試片已經有明顯的起泡,且擴展非常快,當試驗進行到758h時就非常嚴重。
當粉末涂層面漆的厚度達到60μm以上時,起泡明顯減少,且直到試驗結束都比較輕微;而粉末涂層面漆的厚度大于80μm或者噴涂了底涂的試片均沒有起泡。
在鹽霧試驗過程中,涂層一旦短時間內起泡,對它的破壞是非常嚴重的,表明涂層與基體的結合力不好。綜合來看,粉末涂層面漆的厚度應達到80μm。
2.2.2 劃線試片的腐蝕蔓延程度
從表2可知,經過24h的鹽霧試驗,除粉末底漆+粉末面漆涂層的試片沒有出銹,其余試片的劃線部位均出現紅銹。
尤其是粉末涂層面漆厚度大于80μm的試片,雖然起泡并不嚴重,但是沒有粉末底漆涂層作為保護,其耐蝕性仍然有限。
這是由于本試驗用的粉末底涂為富鋅涂料,含有一定量的電位比鐵低的鋅粉,這些鋅粉與基材之間發生電接觸,起到陰極保護作用,使金屬基體免受腐蝕。
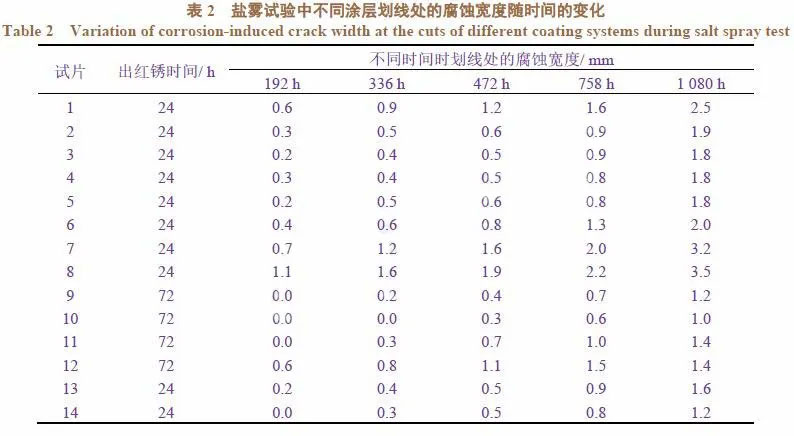
另外,僅有粉末面漆時,其劃線處的腐蝕寬度近似隨著其膜厚增加而增大。考慮到起泡行為,單純使用粉末面漆的話,其厚度控制在120~140μm為宜。
采用粉末底漆+粉末面漆體系時,規律性不是很明顯,但劃線處的腐蝕寬度均明顯減小,維持在1.3mm左右,表明其耐腐蝕性能明顯增強。
生產中如果對涂層厚度要求較大且對性能要求比較嚴格時,可以考慮使用粉末底漆+粉末面漆體系。
溶劑型涂層劃線位置的腐蝕程度也比較弱,腐蝕寬度與粉末底層+粉末面層體系相當,但出紅銹時間明顯更早。
2.3 成本核算
本文不計設備投資,只關注工藝過程與涂裝的總成本。
2.3.1 工藝過程
采用粉末靜電噴涂與溶劑型涂裝的工藝過程相同,都是:除油→酸洗→磷化→噴涂底漆→烘干→噴涂面漆→烘干→冷卻。
可見粉末靜電噴涂并沒有新增加工藝步驟,只是換了涂料的品種而已,如需采用粉末靜電噴涂,在原始的溶劑型涂裝線上僅僅改造個別工序即可,不會打亂涂裝生產的工藝步驟,由此而增加的生產成本并不大。
2.3.2 噴涂成本
表3列出了在涂層厚度滿足技術要求的基礎上按理論計算的每平米施工費用。
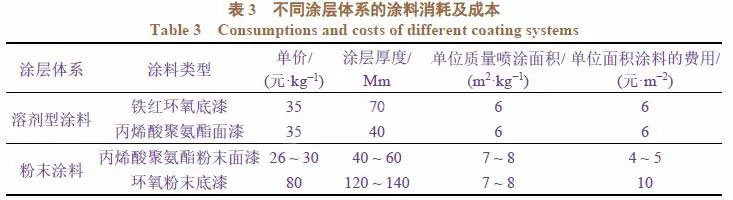
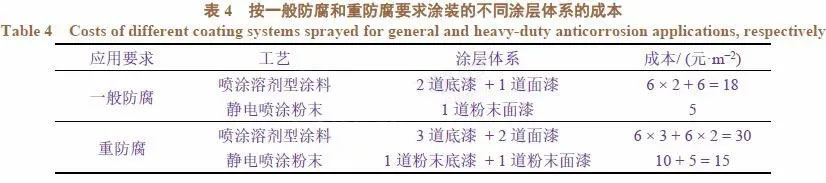
要達到相同的防腐效果,溶劑型涂料與粉末靜電噴涂的道數及成本如表4所示。可見采用粉末靜電噴涂的生產成本明顯少于溶劑型涂料噴涂。
對比粉末靜電噴涂涂層與目前工程上常用的溶劑型涂層后發現:
(1)單獨使用粉末面漆時,其膜厚控制在120~140μm就可以代替溶劑型底漆+面漆體系應用于一般腐蝕環境中。
(2)使用粉末底漆+面漆復合涂層時,底漆膜厚控制在40~60μm,體系總厚度控制在100~180μm,便可以替代溶劑型底漆+面漆體系而應用在重防腐環境中。若要獲得較好的涂層外觀,復合涂層總厚度則應大于160μm。
需要指出的是,本文僅僅從工程應用中的腐蝕問題出發,為涂裝生產提供一種思路,后期具體的應用問題還需要深入研究